工厂仓库入库流程
入库流程
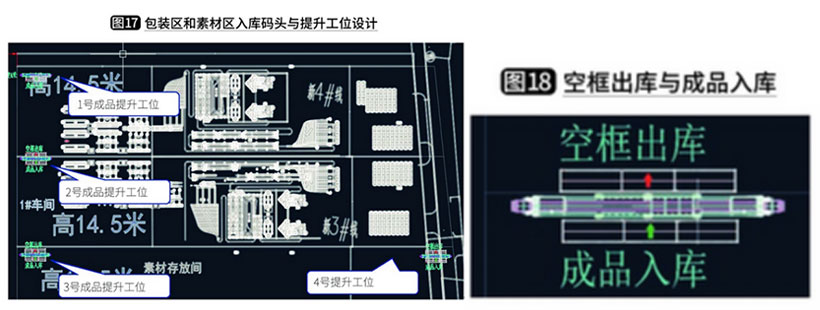
在包装区和素材区共设计4个入库码头,每一个码头都设计一台准备提升的货台。实际上就是将立体库与生产有效地进行了对接,生产完毕的产品只要放置到收货台,就进入到了仓储物流系统。如(图18),在每一个提升机的两侧设置一个成品入库,同时从仓库调拨来一个空框供生产区域使用。
入库流程包括以下几个步骤,参见(图19):

①入库组盘
空料框和实料框组盘数据的生成过程有所不同。空料框入库,由操作员在入库口,通过手持终端扫描料框条码确认后,系统将自动生成空料框的组盘数据;实料框入库,由接口系统自动读取组盘数据,具体过程如下:包装人员在包装区将包装好的物料放入料框,料框号采用一维条码,并在ERP系统中录入料框(料框号) 和物料信息(物料编码、规格、数量、重量等),接口系统自动读取料框组盘数据,生成WMS系统入库组盘数据。
入库组盘数据生成后,作业调度系统根据组盘数据自动生成入库作业(入库作业数据包括主信息和明细信息)两部分。主信息包括作业代码、任务号、托盘条码、料框重量、货位编号空料;明细信息包括作业代码(与主信息对应)、物料编码、物料名称、物料规格、数量等。
②料框扫描
在每个入口输送机上,配置一个固定条码扫描仪。由吊车工将组盘完毕的托盘放到入口输送机上,启动入库按钮,输送系统将触发固定条码扫描仪扫描料框条码,并把扫描结果返回到作业调度系统。作业调度系统根据接收到的料框号搜索已生成的入库作业数据,搜索到数据,则将作业任务号、目标巷道号、物料规格(主要针对长度)下达给输送系统;否则,输送系统将发出声光报警,指示料框无录入信息,同时悬挂于入口的LED屏也将提示扫码错误。如果固定条码有扫描仪无法扫到条码,系统将报扫码错误,可通过手持终端补录料框条码。
③称重检测
如需称重,可将称重传感器配置到入口的第二节输送上。当料框到达第二节输送上时,输送系统将把自动读取的料框重量上传到调度系统。调度系统根据入库作业中存储的料框重量与实际读取的料框重量进行比较。如果重量之差相差5kg,料框将退回到入口第一节输送上,并发出声光报警,同时在悬挂于入口的LED屏上将提示料框称重有误,等待人工处理人工处理后需要重新启动。
④外形检测
称重和外形检测是同时进行的。外形检测主要包括超长检测和超高检测,在入口的第一节和第二节输送之间设置有外形检测装置。当料框从第一节输送到第二节输送的过程中,如果料框超高或超出设定的长度,系统将发出声光报警,同时自动退回到第一节输送上,等待人工处理,LED屏上将会提示尺寸检测有误,人工处理后要重新启动。
⑤输送机送货
外形和称重均检测合格的料框将由一层的入库输送系统、提升机、二层的入库输送系统,将料框依据巷道号送到相应巷道口的入库输送上。
⑥堆机送货
当料框到达入库巷道口输送时入库输送系统将把料框的作业任务号通知作业调度系统。作业调度系统将调度相应的堆垛机,从巷道口输送上取物并送到指定的货位上。
⑦账目处理
当作业调度系统监控到堆垛机完成相应的入库作业后,将进行必要的账目处理,如标记入库作业完成、货位信息状态修改、库存数据添加等。至此,入库流程完成。
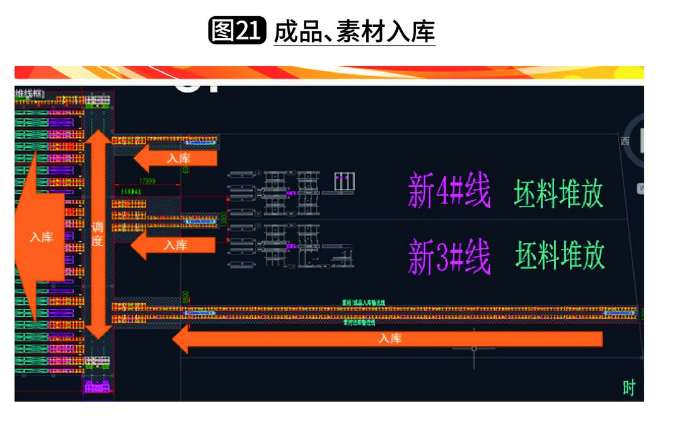
成品入库、素材入库路线从生产区域搬运过来的成品通过双工位的穿梭车进行调度,以便进入不同的巷道。参见(图21)。
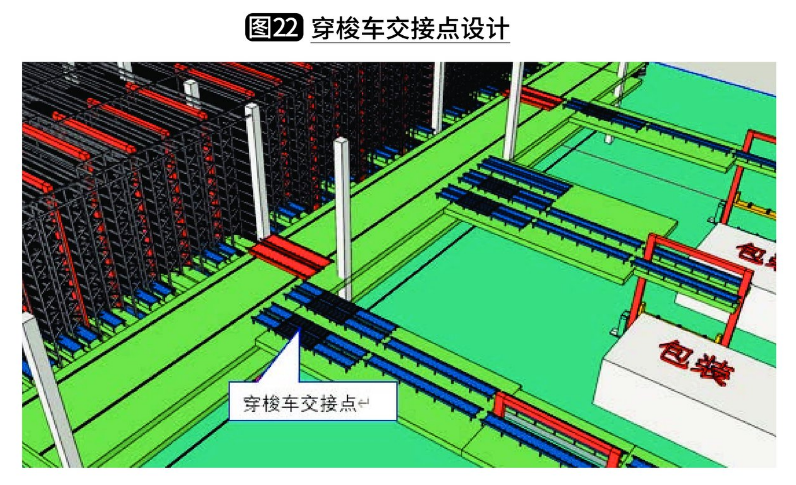
穿梭车交接点是为了让穿梭车实现高效搬运而设计的,这样从调度角度可以实现每次搬运的双工位,参见(图22)。
上一篇:物流仓储出库流程
下一篇:工厂物流仓库需求分析
苏州苙泽物流设备有限公司
全国咨询电话:400-086-2500
备案号:苏ICP备18036910号